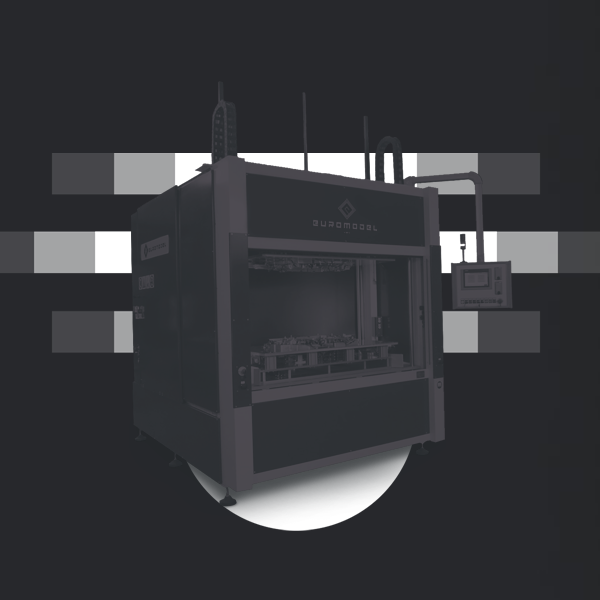
Ultrasonic Welding
Ultrasonic Welding is the
fastest and most versatile of all welding processes.
Due to the partnership with SONIC,
we combine technique and innovation.
READ MOREfastest and most versatile of all welding processes.
Due to the partnership with SONIC,
we combine technique and innovation.
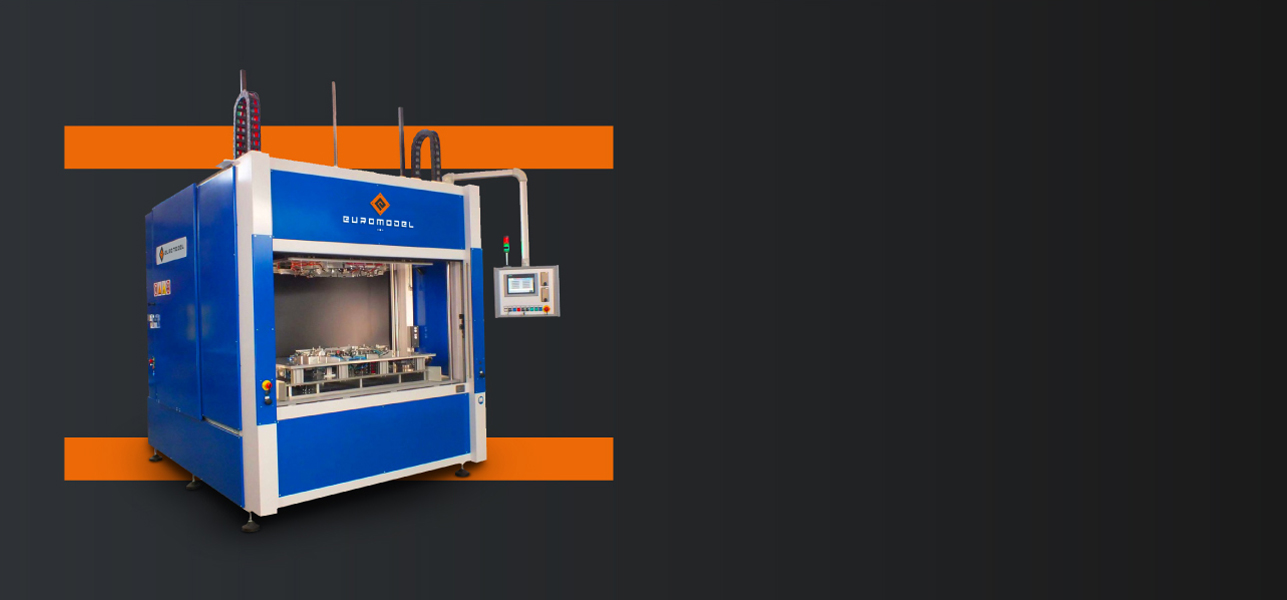
Hot Plate Welding
Hot Plate Welding Machines are
parts of the EUROMODEL standard machinery.
Thanks to decades of R&D, today we have a
remarkable know-how related to this technology.
READ MOREparts of the EUROMODEL standard machinery.
Thanks to decades of R&D, today we have a
remarkable know-how related to this technology.

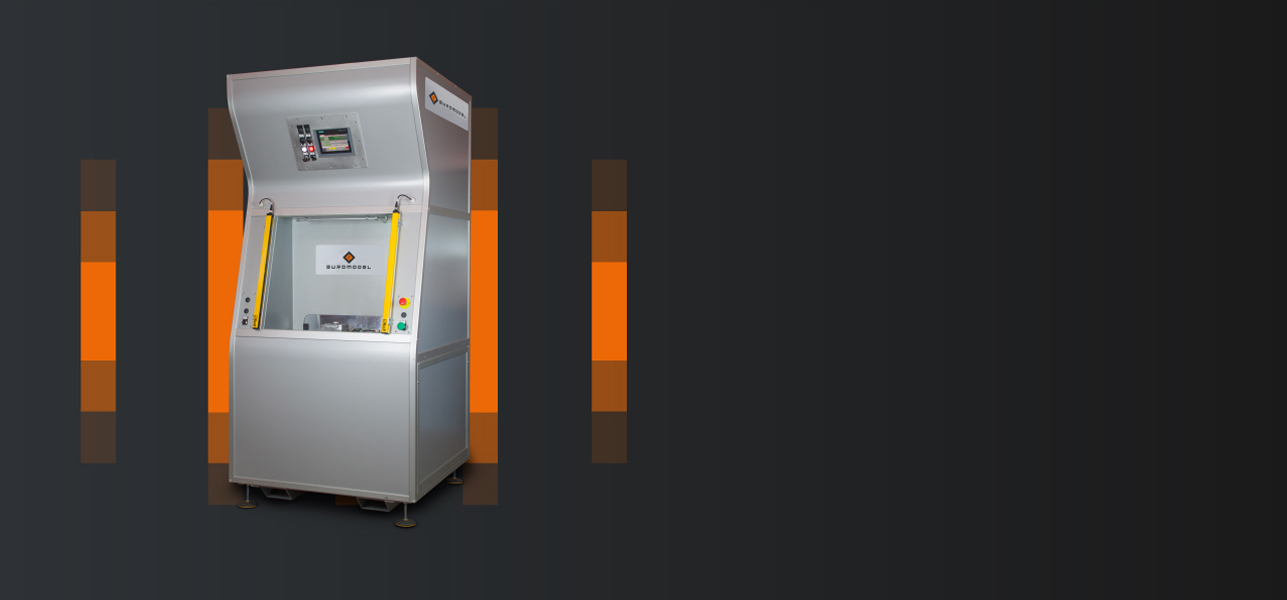
Laser
Since 2019 EUROMODEL has introduced diode
and CO2 laser welding technology in its catalog:
the most innovative and flexible machinery that
we provide at your disposal.
READ MOREand CO2 laser welding technology in its catalog:
the most innovative and flexible machinery that
we provide at your disposal.

Fuel Tanks / Finishing
The processing lines of the fuel tanks are among
the largest and most complex machinery that
EUROMODEL is able to create.
All our experience at your disposal.
READ MOREthe largest and most complex machinery that
EUROMODEL is able to create.
All our experience at your disposal.